.png?width=1200&height=630&name=featured-new-plasma-jet-tig%20(1).png)
Rush Kane of Salt Lake City, Utah-based Kane Industries, who previously partnered with OTC DAIHEN on a TIG welding machine, calls OTC DAIHEN’s newest Plasma Jet TIG technology phenomenal.
“It's just a super efficient process. The energy utilization is phenomenal. I don't really know how to explain it more because it's just such an exciting new thing,” Kane said in a recent video where he walks through how the welding technology works.
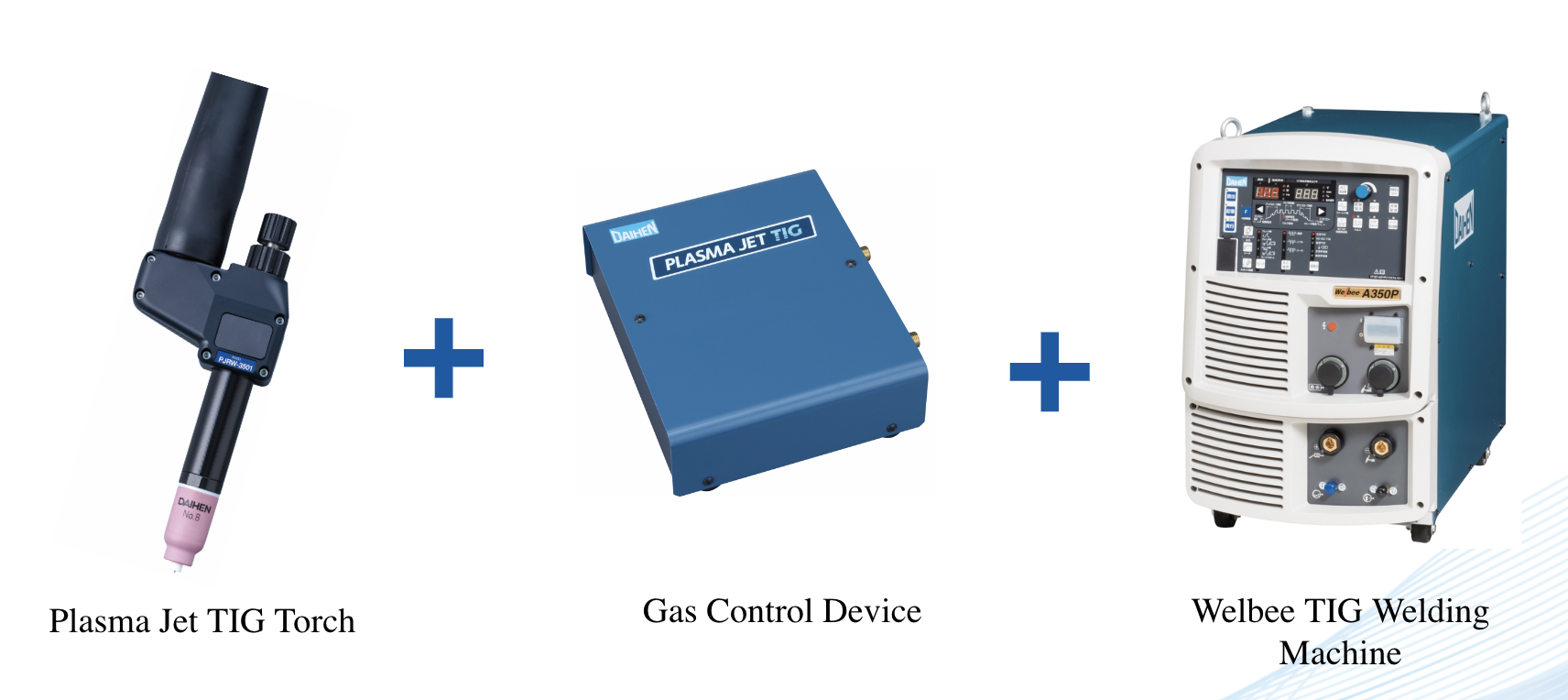
The foundation of the TIG technology is the torch, where an additional inner nozzle creates a high-speed gas flow that concentrates the arc to achieve the highest efficiency and quality in welding.
Watch now:
Video Transcription:
How the OTC DAIHEN Plasma Jet TIG Technology Works
Rush Kane: “It's based off of a modern inverter TIG power source that is taken to the next level with a secondary argon delivery system, running off of a secondary argon bottle. What this unit (the power source and secondary bottle) does is supply higher velocity flow to a secondary inner nozzle that surrounds the tungsten electrodes on the torch.
It looks like a typical heavy-duty TIG torch, but you can see the inner ceramic nozzle comes through the inner part of the gas lens system so you have a shielding flow, just like typical TIG welding. But then you also have this inner nozzle system that has a little velocity stack around the inner nozzle that helps direct a high-velocity flow of argon around the electrode that is essentially compressed.
That compresses that air into a high jet stream flow that ionizes that gas into a plasma jet stream, which generates a lot more intense energy that's completely compressed and focused into one spot.
.png?width=1920&height=1080&name=inline-inner-nozzle%20(1).png) |
| Rush Kane shows how the inner nozzle system works in the new OTC DAIHEN Plasma Jet TIG welding system. |
Lowering Amperage
Typically, you have a large/wider fanned-out arc and a small puddle in the middle … You essentially have all this area of lost energy being reflected back into the operator or into the surrounding base metal. It's overheating, and the operator gets a lot of heat generated into their hands.
So this (the OTC DAIHEN Plasma Jet TIG technology) eliminates all that lost energy and directs it directly into the weld, which is a lot more efficient. What that does is allow us to run at a lot lower amperage, and we're able to break through some barriers that haven't been possible before this process.
Welding on Heavy Gauge Material
What this allows me to do is even on heavier gauge aluminum where we still have a scale oxide layer .. the aluminum's just been drawn, and this is standard what you get. It still has oils and different fluids that are on this material. We have this oxide layer, and typically for TIG welding, all of that will have to be mechanically removed through abrasives or different polishing processes to expose that clean base metal underneath so we can get a clean weld down deep penetrating to that metal to get a solid weld.
So, with this process (Plasma Jet TIG), we can still run our AC frequency as we would with TIG, as well as our balances on the AC side. But typically what we'd run into on material that's this heavy gauge is we would be about double this amount of amperage (only 18 on the Plasma Jet TIG) in order to penetrate into the base metal.
Here is control for the inner jet flow. This is measuring liters per minute, so this is 7 liters per minute, so it's not necessarily a lot higher flow rate, but what we do get is a higher velocity because of that restricted area where that gas is flowing through.
.png?width=1920&height=1080&name=inline-heavy-gauge%20(1).png) |
| Heavy gauge material can be welded at a much lower amperage (Kane shows 18 here) with the new OTC DAIHEN Plasma Jet TIG. This process also generates about three times deeper penetration profile. |
Eliminating Prep Time
This process will pack so much focused energy that it will self-remove this oxide layer, eliminating that prep, and exposing the underlying metal to a clean area, just where the weld is going in.
So we can eliminate our prep time as well as consumable costs needed because this is so focused …down right only to where the puddle is going in. We can decrease our filler metal size, which in turn decreases our expense on materials that are used … like in this (heavy) gauge, typically with a TIG process, we would be over-welding it, putting a lot more material there and a lot more diameter, larger diameter weld and not being able to travel as fast and swiftly through this process.
Creating Deeper Penetration
This process (Plasma Jet TIG) generates, conservatively, about a three times deeper penetration profile from what I'm seeing as an operator and allows me to get the penetration that I needed to even be able to fuse tack 60 61 T 6, which is really high tempered aluminum, and be able to do so without any heat cracking.
My fit-up time is a lot speedier, just a lot faster prep time … and getting into the weld faster and having less downtime messing around with everything else that you need to do with typical TIG welding. It's just a super efficient process. The energy utilization is phenomenal. I don't really know how to explain it more because it's just such an exciting new thing.”
More About OTC DAIHEN’s Plasma Jet TIG
The Plasma Jet TIG welding system is proven to:
- Achieve up to 2.7 times deeper penetration than other TIG welders, contributing to stronger, higher-quality welds.
- Perform at speeds up to 2 times faster than other TIG welders. Forming a molten pool also takes less time, resulting in quicker starts.
- Prevent zinc vapor from adhering to the electrode, which stabilizes the weld and extends the life of consumables.
Additionally, it’s versatile and can:
- Weld for longer periods of time on galvanized steel plate before the electrodes need to be replaced, resulting in higher production and less cost.
- Prevent bead twisting on mild steel, creating longer periods of stable arc, higher quality and higher efficiency.
- Reduce weld burning on stainless steel via its concentrated arc that allows for a lower proper current.
- Improve arc rigidity and penetration depth (2.7X deeper) when welding on aluminum.
To learn more, reach out to your OTC DAIHEN rep today.

